It’s easy to overlook the role MIG welding gas plays in creating a solid weld.
With auto-feeding filler wire and shielding gas, MIG welders are designed to make clean and reliable welds with the pull of the trigger.
When learning to weld, I rarely thought about shielding gas. That is, until the first time I forgot to open the gas valve and saw the mess an unshielded weld could make.
That’s when I decided to get up to speed on the basics of shielding welding gas.
This article is a collection of research and reference notes, lists, and tables that’s helped me better understand how shielding gas affects the MIG process.

Jump to:
- What Is MIG Welding Gas Made Of?
- Table: Shielding Gases by Metal Type
- Table: MIG Gases and Their Uses
- Shielding Gases Used for MIG
Why Use Shielding Gas for MIG?
The major purpose of MIG welding gas is to protect the arc and the molten weld pool from elements in our atmosphere that can contaminate and weaken the finished weld. And that’s why it’s called shielding gas.
MIG shielding gas displaces air in the weld zone to create an environment that supports the desired weld characteristics.
According to sciencing.com, the air we breathe contains mostly nitrogen (78%) and oxygen (21%) gases, with smaller amounts of argon, water vapor, and other elements.
When exposed to the intense heat of the welding arc, these elements may interact with the weld to create a variety of undesirable effects or weld defects.
While the fundamental elements of air are useful in welding, the ratio is all wrong. There’s too much nitrogen and oxygen, and not enough argon.
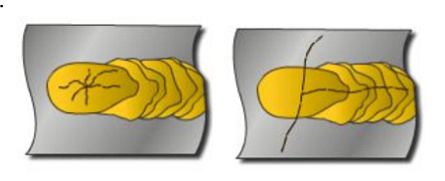
For example, a solidified weld bead of steel containing nitrogen loses ductility (the ability of a material to have its shape changed without losing strength or breaking) resulting in less impact strength and more chance of cracking.
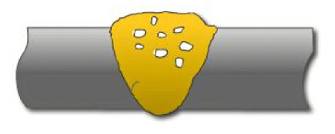
Large amounts of nitrogen may also cause pockets of trapped gas in the weld. This porosity weakens the weld. These voids can occur in clusters or throughout the weld, internally or on the surface—similar to swiss cheese.

Extra oxygen can combine with carbon forming carbon monoxide (CO). If trapped in the weld, this gas also creates porosity. Excess oxygen can combine with many elements to form inclusions that also weaken the weld. Inclusions are any foreign material in the weld.
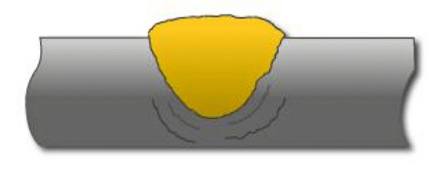
Another source of porosity occurs when the hydrogen in water vapor combines with iron or aluminum. This may lead to cold cracks in the heat-affected zone (HAZ) underneath the weld, also known as under-bead cracks.
What Is MIG Welding Shielding Gas Made Of?
Three gases are popular for MIG shielding gas:
- CO2
- Argon
- Helium
Oxygen, nitrogen, and hydrogen added in small amounts provide useful characteristics for specific applications
MIG shielding gases include both inert—gases that don’t combine (react) with any known substance—such as argon and helium, and active (reactive, oxidizing) gases.
Some metals like aluminum, copper and other non-ferrous types weld better with inert gases that don’t create a chemical reaction or oxidation in the weld.
With other metals, we get better results with active gases such as carbon dioxide, or blends that include active and inert.
The most common gases used by recreational MIG welders include 75% argon blended with 25% carbon dioxide, also known as C25 or MIG-mix, and pure carbon dioxide (C100).

What Else Can Shielding Gas Do?
While protecting the weld is the priority, the basic properties of gases used in MIG welding affect the process in other ways.
Thermal Properties
Different gases have different thermal conductivity. At welding temperatures, this affects arc voltage and the amount of heat delivered to the weld.
For example, the thermal conductivity of helium is much greater than argon. Helium needs more welding voltage to maintain a stable arc but creates more heat at the weld for better penetration.
Chemical Reaction
Gas can react differently with the base material and welding wire. For example, welding aluminum with carbon dioxide, or gases that include oxygen, forms aluminum oxide contamination.
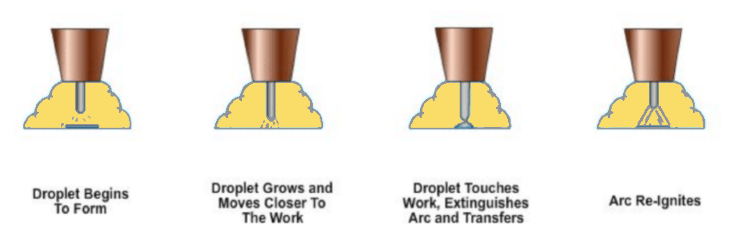
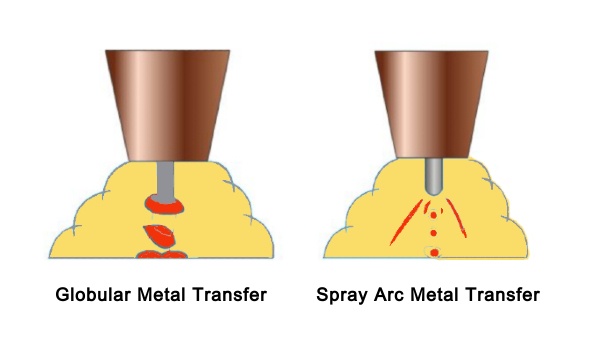
Metal Transfer Process
At levels above 20 percent, carbon dioxide inhibits true spray transfer mode and is limited to short-circuiting or globular transfer processes. The addition of argon promotes spray transfer.
How the Choice of Shielding Gas Affects the Weld:
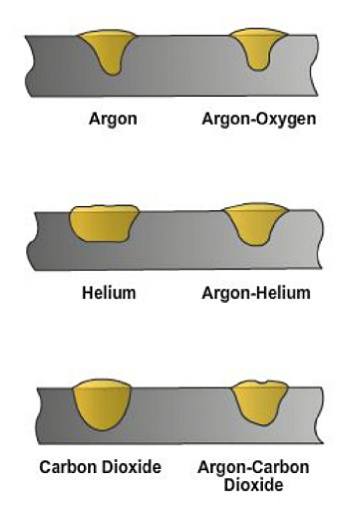
- Weld profile (depth/penetration)
- Weld appearance (smooth/rough/narrow/wide)
- Heat in the weld
- Welding speed
- Arc cleaning effect
- Arc stability (quality/welding experience)
- Amount of spatter/cleanup
- Fluidity of the weld pool
- Ability to weld out-of-position
How to Choose the Right MIG Welding Shielding Gas
Table: MIG Shielding Gases by Metal Type
| Metals | Gases | 2-Gas Blends | 3-Gas Blends |
| Aluminum | Ar | Ar+25% He Ar+50% He Ar+75% He | Ar+CO2+He |
| Copper alloys | Ar | Ar+25% He Ar+50% He Ar+75% He | n/a |
| Stainless steel | CO2 | Ar+1% O2 Ar+2% O2 Ar+5% O2 Ar+25% CO2 Ar+75% He | Ar+CO2+O2 Ar+CO2+He Ar+CO2+N |
| Steel | CO2 | Ar+1% O2 Ar+2% O2 Ar+5% O2 Ar+5% CO2 Ar+10% CO2 Ar+25% CO2 Ar+25% He | Ar+CO2+O2 |
| Magnesium | Ar | Ar+25% CO2 Ar+25% He Ar+50% He Ar+75% He | n/a |
| Nickel alloys | Ar | Ar+25% He Ar+50% He Ar+75% He | n/a |
Depending on your welding project, there can be many factors to consider when choosing your gas.
- Type of metal
- Arc characteristics and type of metal transfer
- Penetration, width, and shape of the weld bead
- Desired mechanical properties of the finished weld
- Speed of welding
- Welding position
- Tendency to cause undercutting
- Availability of the gas
- Cost of the gas
Table: MIG Shielding Gases and Their Uses
| Gases/Mix | Reaction | Metals | Notes |
| Ar | Inert | Non-ferrous | Promotes spray transfer |
| CO2 | Oxidizing | Mild, low-alloy, stainless steels | Short-circuiting or globular transfer, deep penetration, inexpensive MIG gas |
| He | Inert | Aluminum, magnesium | Very hot arc for welding thick plates, globular transfer |
| N | Almost inert | Copper & copper alloys | High heat, globular transfer |
| Ar+1% O2 | Oxidizing | Stainless | O2 stabilizes arc, improves appearance, spray transfer |
| Ar+2% O2 | Oxidizing | Mild, low-alloy, stainless steels | More wetting than 1% O2 |
| Ar+5% O2 | Oxidizing | Mild, low-alloy steels | Fluid but controllable weld pool, higher travel speeds |
| Ar+8-12% O2 | Oxidizing | Mild, low-alloy steels | Higher puddle fluidity, less current for spray arc transition, mainly single-pass use, high oxidizing potential, wire choice |
| Ar+12-25% O2 | Oxidizing | Mild, low-alloy steels | Limited use, extremely fluid puddle, heavy slag layer |
| Ar+5% CO2 | Oxidizing | Low-alloy steel | Spray, short-circuiting transfer, out-of-position pulsed MIG on thick plates |
| Ar+10% CO2 | Oxidizing | Low-alloy steel | Stiffer arc, more pool control, better on mill scale |
| Ar+11-20% CO2 | Oxidizing | Mild, low-alloy steels | Narrow gap, out-of-position sheet metal, high-speed MIG, less burn through and spatter |
| Ar+25% CO2 | Oxidizing | Mild, low-alloy steels, stainless | Short-circuiting, standard for most diameter solid wire, stable arc, good puddle control, bead appearance, and productivity, also used with high current on thick materials |
| Ar+50% CO2 | Oxidizing | Mild, low-alloy steels | High heat, deep penetration, short-circuiting, stiffer puddle than 25% CO2, out-of-position, for materials over 1-1/8 inch, used for pipe welding |
| Ar+75% CO2 | Oxidizing | Mild, low-alloy steels | Good side-wall fusion, deep penetration, used for heavy-walled pipe |
| Ar+25% He | Inert | Al, Mg, copper, nickel, and alloys | More heat than Ar, for thicker materials, good bead appearance |
| Ar+50% He | Inert | Al, Mg, copper, nickel, and alloys | Higher heat, used on heavier thickness with spray transfer |
| Ar+75% He | Inert | Al, copper, nickel, and alloys | Automated welding of aluminum over one inch thick, less porosity in copper of 1/4 to 1-1/4 inch |
| Ar+90% He | Inert | Al, copper, nickel, and alloys | Used for copper over 1/2 inch, aluminum over 3 inches thick |
| Ar+CO2+O2 | Oxidizing | Low-alloy, and some stainless steels | All types of metal transfer, used in automatic and robotic operations |
| Ar+CO2+N | Almost inert | Stainless | All metal transfer, good for thin gauge materials |
| 90% He+7.5% Ar+2.5% CO2 | Almost inert | Stainless, nickel alloys | Most used mix for short-circuiting stainless, stable arc, good wetting, flat bead, excellent fusion, also pulsed spray on materials greater than .062 inch |
| 55% He+42.5% Ar+2.5% CO2 | Almost inert | Stainless, nickel alloys | Less used than 90% He, cooler arc for pulsed spray transfer, short-circuiting, axial spray transfer |
| 38% He+65% Ar+7% CO2 | Oxidizing | Mild, low-alloy steels | Short-circuiting transfer, open root on pipe, broader penetration profile, less cold lapping |
Shielding Gases Used for MIG Welding
Argon
- Atomic symbol: Ar
- Extracted from the atmosphere in air separation plants
- Chemically inert, does not react with other materials, insoluble in molten metal
- Denser/heavier than air, easily displaces air from above
- Easy to ionize, supports long arcs at lower voltages, not sensitive to changes in arc length
- Enables spray transfer
- Used alone mostly on non-ferrous materials such as aluminum, copper, magnesium, nickel and their alloys
- MIG welding with 100% Argon on steel is possible, but it’s not a great choice
- Performance on steel improves when blended with carbon dioxide, helium or oxygen
Helium
- Atomic symbol: He
- Chemically inert
- Derived from natural gas
- Lighter than air, needs high flow rates to push air from the weld area
- An expensive shielding gas to buy and use
- Difficult to use in drafty conditions
- More difficult to ionize than argon, needs higher voltage
- Much hotter arc, a good shielding gas for welding thick plates of aluminum and magnesium
- Promotes globular metal transfer
- Addition of argon enables spray transfer
Carbon Dioxide
- CO2 – a compound of one carbon atom (C) and two oxygen atoms (O2)
- Most common shielding gas used by itself for welding mild and low-alloy steels
- Inert at low temps, becomes reactive/oxidizing at welding temperatures
- Better penetration than argon
- Improved cleaning over argon, handles rust and mill scale better
- Faster travel speeds
- Less stable arc, more spatter cleanup
- Limited to short-circuiting and globular metal transfer, no spray transfer
- Inexpensive to use
- More info about MIG Welding with 100% CO2
Nitrogen
- Atomic symbol: N
- Not inert, but has a minimal reaction in a molten weld pool
- Adds heat and penetration to argon
- 100% nitrogen is occasionally used to weld copper and its alloys
- Similar characteristics to helium
- Sometimes used when helium is scarce
Argon-Carbon Dioxide Mixtures
- Shielding gas used on carbon and low-alloy steels
- 75% argon / 25% CO2 (C25) blend is a sweet spot for good arc stability, puddle control, bead appearance and high productivity, most used MIG welding shielding gas blend
- CO2 adds an extra bite for better penetration and cleaning action
- Argon stabilizes the arc and narrows the bead profile, helps with penetration on fillet and butt welds
- Blends with under 20% CO2 promote spray arc metal transfer
- Aids out of position welding
- Faster welding speed
- Nicer looking welds
- Over 20% CO2 – mostly short-circuiting transfer process
Argon-Helium Mixtures
- For non-ferrous materials: aluminum, copper, nickel alloys and reactive metals
- Helium increases heat
- Heavier argon protects the weld and stabilizes the arc
- The heavier the material, the more percentage of helium
- More helium reduces porosity, increases voltage, penetration and spatter
- Blends must maintain 20% or more argon for a stable arc
- HE-90 is used for aluminum over 3 inches thick
- Helium adds to cost
Argon-Oxygen Mixes
- Usually 1-5% oxygen added for carbon and stainless steels
- Further stabilizes the arc
- Supports spray arc metal transfer
- Improves wetting and bead shape
- Oxygen is reactive and causes oxidation, not recommended for non-ferrous metals
- The weld pool is more fluid and stays molten longer, reduces undercutting and the bead is flatter
Helium-Argon-Carbon Dioxide Mixes
- The most popular MIG welding gas for stainless steel is a tri-mix, or ternary, blend of 90% Helium + 7.5% Argon + 2.5% CO2.
- Helium improves thermal conductivity for short-circuiting transfer, produces a flat bead profile and excellent sidewall fusion.

Shielding Gas Flow Rate
The idea is to provide enough shielding gas flow to protect the weld zone, but not so much to cause turbulence that pulls air into the weld. The gas flow rate will depend on:
- Type of gas
- Heavier-than-air argon easily blankets the weld zone from above.
- Lighter-than-air helium relies on a higher flow—often twice that of argon—to push air away, rather than blanketing the weld area.
- Welding position
- Argon has the advantage in a flat position.
- In overhead welding, helium has benefits.
- Amount of electrode stick-out – the longer the stick-out, the larger the gap between the nozzle and weld puddle.
- Air movement in the work area.
Gas flow tips
- In a calm garage, I start with a setting of 20 CFH.
- Info about how long MIG gas cylinders last
- It’s a good idea to check the MIG gun for gas flow before welding. You should be able to hear gas flowing.
- Keep the nozzle and gas ports clean to maintain flow and prevent turbulence.
- Be aware of gun travel speed so you don’t overrun your gas coverage.
- Gun angle can affect gas coverage.
- Block wind and drafts with your body or a screen.
Conclusion
Choosing the right MIG welding gas is key to producing the desired weld quality. You can tailor your shielding gas choice to nearly any situation.